

Type A Cylindrical Carbide Burr
Type A Cylindrical Carbide Burr
Impossible de charger la disponibilité du service de retrait
Fast Shipping
Fast Shipping
Orders are typically processed within 1–2 business days.
Estimated delivery times:
- United States & major regions: 3–10 business days
- International orders: 3–15 business days depending on destination and customs processing
Tracking information will be provided once your order ships.
30-Day Money-Back Guarantee
30-Day Money-Back Guarantee
We stand behind the quality of our products.
If your item arrives damaged, defective, or significantly different from the product description, please contact us within 30 days of delivery for assistance.
For eligible cases, we will provide a replacement, store credit, or refund after review.
Please note:
- Normal tool wear is not covered
- Damage caused by improper use or installation is not covered
- Used consumable cutting tools may not be eligible for return
Share






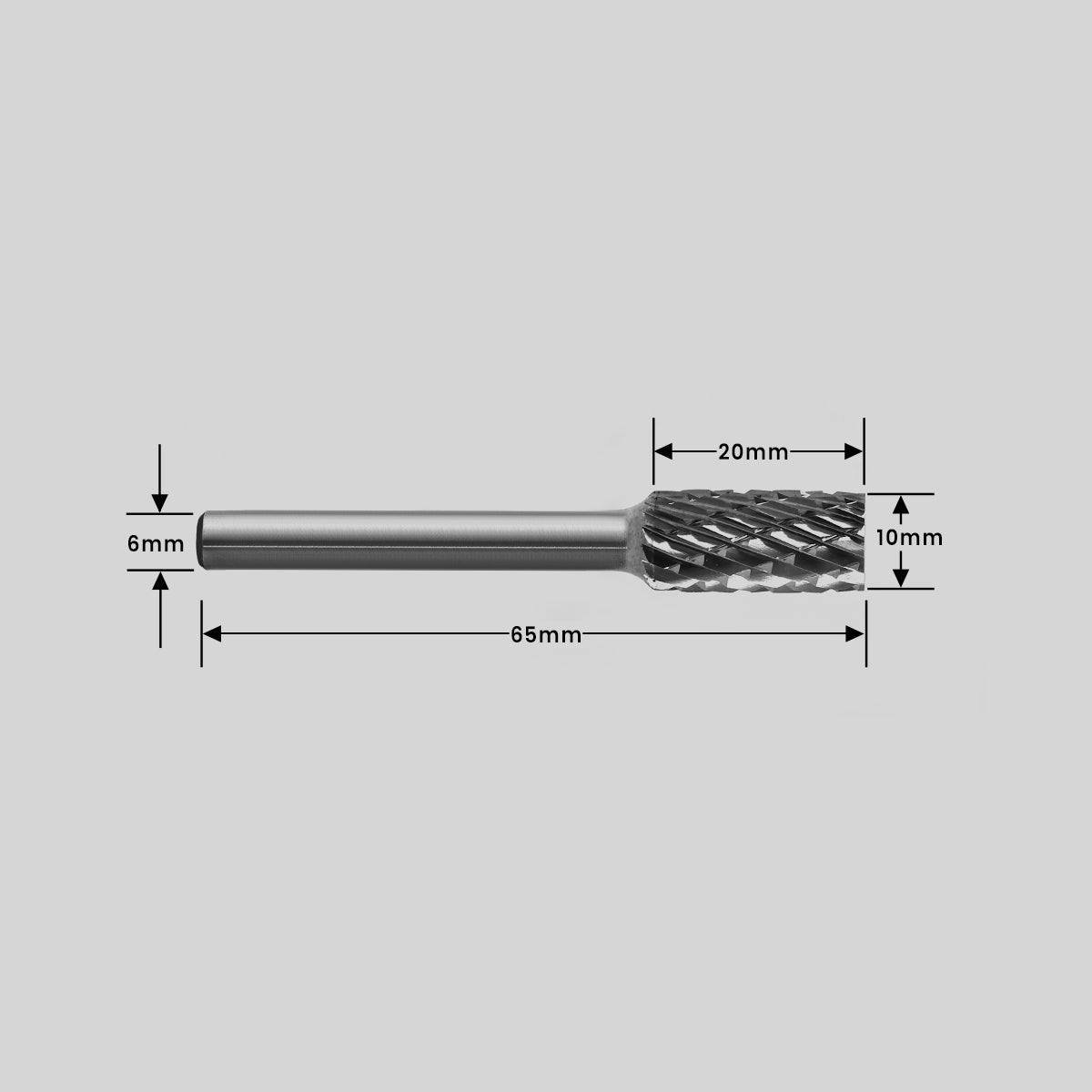
Ideal for Flat Surfaces & Side Milling
Type A burrs are designed for clean edge work, side milling, slot shaping, and flat surface material removal.
✔ Flat-end cutting profile
✔ Clean side-wall finishing
✔ Precise edge control
Multiple Sizes for Different Applications
Available in sizes from 3mm to 12mm for everything from precision detail work to aggressive material removal.
✔ Small-detail options
✔ Heavy stock removal
✔ Wide size selection
Reliable Professional Performance
Precision-ground carbide burrs designed for smooth cutting, long tool life, and consistent workshop performance.
✔ Double-cut design
✔ Long-lasting carbide edges
✔ Stable cutting performance
Material Compatibility
-
hardened steel
-
stainless
-
Cast Iron
FAQS
Does the Type A Cylindrical burr have cutting teeth on the very end?
No, our Type A burrs feature a smooth end (Non-End Cut). This allows for precise peripheral milling and squaring of edges without the risk of gouging the bottom surface of your workpiece.
What is the recommended RPM for the larger A1225 burrs?
For our 12mm diameter burrs, the optimal speed is generally between 15,000 and 25,000 RPM. Avoid running at excessively low speeds, as this can cause "chatter" and premature chipping of the carbide teeth.
Can these be used on hardened steel above 60 HRC?
While our tungsten carbide is extremely hard, for materials above 60 HRC, we recommend using light pressure and constant movement to prevent heat buildup. These are ideal for stainless steel, carbon steel, and cast iron within standard industrial hardness ranges.